
ભાગો સાઇડ-હેંગિંગ-સ્ટ્રક્ચર-વન-પીસ-વેલ્ડેડ-બેડ
સાઇડ-હેંગિંગ-સ્ટ્રક્ચર-વન-પીસ-વેલ્ડેડ-બેડ આ બેડ સાઇડ-હેંગિંગ સ્ટ્રક્ચર અને વન-પીસ વેલ્ડેડ બેડ અપનાવે છે, જે આંતરિક તાણને દૂર કરવા માટે એનિલ કરવામાં આવે છે. રફ મશીનિંગ પછી, મશીનિંગ પૂર્ણ કરતા પહેલા વાઇબ્રેશન એજિંગ કરવામાં આવે છે, જેનાથી મશીન ટૂલની કઠોરતા અને સ્થિરતામાં ઘણો સુધારો થાય છે અને મશીન ટૂલની ચોકસાઈ સુનિશ્ચિત થાય છે. AC સર્વો મોટર ડ્રાઇવ ન્યુમેરિકલ કંટ્રોલ સિસ્ટમ દ્વારા નિયંત્રિત થાય છે, અને ચક મોટર ડ્રાઇવ પછી Y દિશામાં પારસ્પરિક ગતિ અનુભવે છે, ઝડપી ગતિ અને ફીડિંગ ગતિને અનુભવે છે. Y-અક્ષ રેક અને રેખીય માર્ગદર્શિકા રેલ બંને ઉચ્ચ-ચોકસાઇવાળા ઉત્પાદનોથી બનેલા છે, જે ટ્રાન્સમિશનની ચોકસાઈની અસરકારક રીતે ખાતરી આપે છે; સ્ટ્રોકના બંને છેડા પર મર્યાદા સ્વીચો નિયંત્રિત થાય છે, અને તે જ સમયે એક હાર્ડ લિમિટ ડિવાઇસ ઇન્સ્ટોલ કરવામાં આવે છે, જે અસરકારક રીતે મશીન ટૂલની હિલચાલની સલામતી સુનિશ્ચિત કરે છે; મશીન ટૂલ સજ્જ છે ઓટોમેટિક લુબ્રિકેટિંગ ડિવાઇસ નિયમિત અંતરાલે બેડના ફરતા ભાગોમાં લુબ્રિકેટિંગ તેલ ઉમેરે છે જેથી ખાતરી થાય કે ફરતા ભાગો સારી સ્થિતિમાં ચાલે છે, જે ગાઇડ રેલ્સ, ગિયર્સ અને રેક્સના સર્વિસ લાઇફને સુધારી શકે છે.
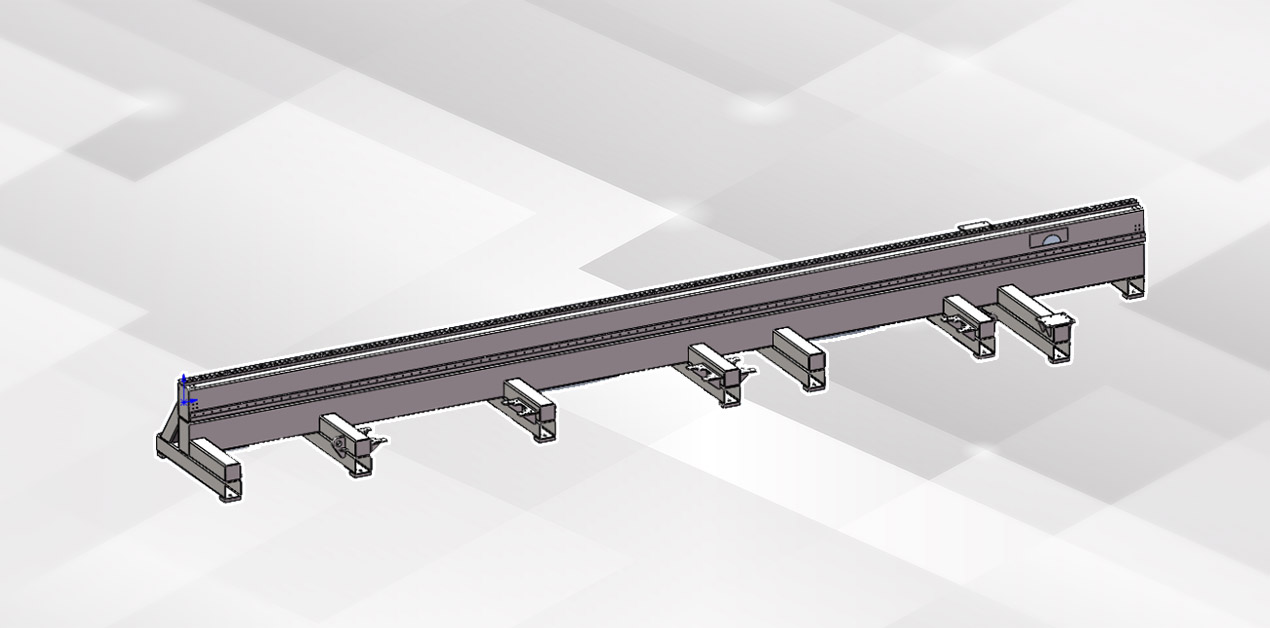
બેડ પર સપોર્ટિંગ મિકેનિઝમના 2 સેટ ઇન્સ્ટોલ કરેલા છે, અને તેના બે પ્રકાર ઉપલબ્ધ છે: 1. ફોલો-અપ સપોર્ટને ઉપર અને નીચે ખસેડવા માટે સ્વતંત્ર સર્વો મોટર દ્વારા નિયંત્રિત કરવામાં આવે છે, મુખ્યત્વે લાંબા કાપેલા પાઈપો (નાના વ્યાસવાળા પાઈપો) ના વધુ પડતા વિકૃતિ માટે ફોલો-અપ સપોર્ટ હાથ ધરવા માટે. જ્યારે પાછળનો ચક અનુરૂપ સ્થિતિ પર ખસે છે, ત્યારે સહાયક સપોર્ટને ટાળવા માટે નીચે કરી શકાય છે. 2. ચલ-વ્યાસ વ્હીલ સપોર્ટ સિલિન્ડર દ્વારા ઉપાડવામાં આવે છે અને નીચે કરવામાં આવે છે, અને તેને વિવિધ કદના પાઈપોને ટેકો આપવા માટે વિવિધ સ્કેલ પોઝિશનમાં મેન્યુઅલી ગોઠવી શકાય છે.
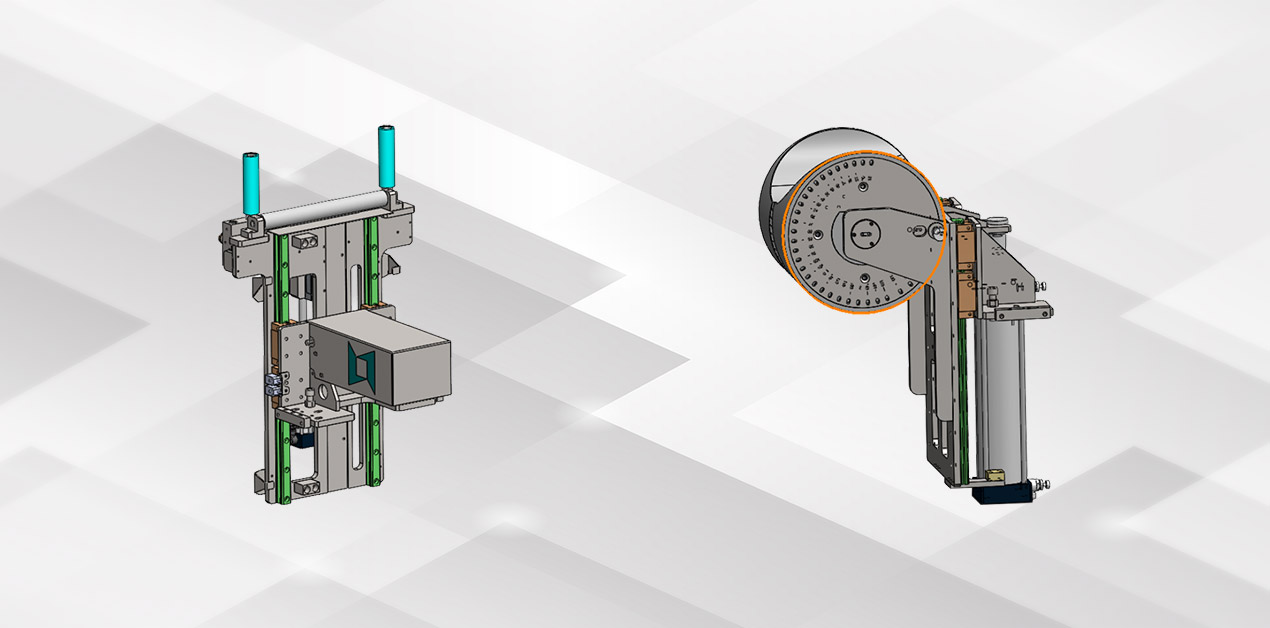
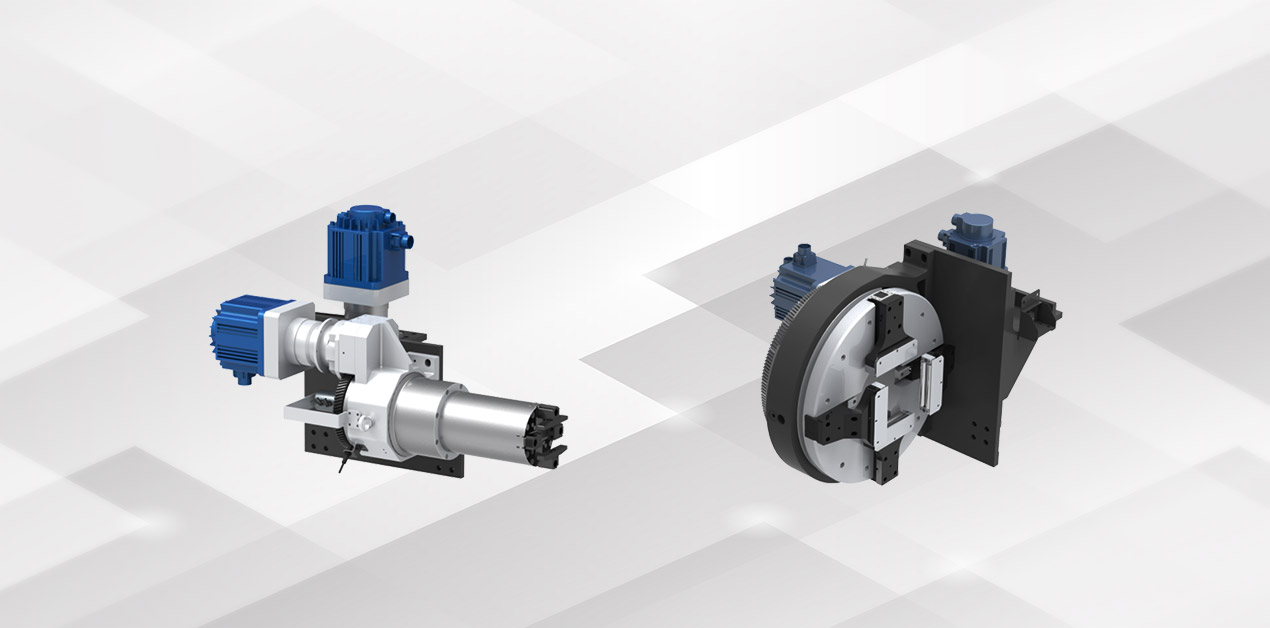
ચકને આગળ અને પાછળ બે ન્યુમેટિક ફુલ-સ્ટ્રોક ચકમાં વિભાજિત કરવામાં આવે છે, જે બંને Y દિશામાં આગળ વધી શકે છે. પાછળનો ચક પાઇપને ક્લેમ્પિંગ અને ફીડ કરવા માટે જવાબદાર છે, અને આગળનો ચક ક્લેમ્પિંગ સામગ્રી માટે બેડના છેડે સ્થાપિત થયેલ છે. સિંક્રનસ રોટેશન પ્રાપ્ત કરવા માટે આગળ અને પાછળના ચક અનુક્રમે સર્વો મોટર્સ દ્વારા ચલાવવામાં આવે છે. ડબલ ચકના સંયુક્ત ક્લેમ્પિંગ હેઠળ, ટૂંકી પૂંછડી કાપવાનું સાકાર કરી શકાય છે, અને મોંની ટૂંકી પૂંછડી 20-40mm સુધી પહોંચી શકે છે, જ્યારે લાંબી પૂંછડીના ટૂંકા પૂંછડી કાપવાને ટેકો આપે છે. TN શ્રેણી પાઇપ કટીંગ મશીન ચક હિલચાલ અને ટાળવાની પદ્ધતિ અપનાવે છે, જે હંમેશા બે ચક સાથે કટીંગને સાકાર કરી શકે છે, અને પાઇપ ખૂબ લાંબી અને અસ્થિર રહેશે નહીં, અને ચોકસાઇ પૂરતી નથી.
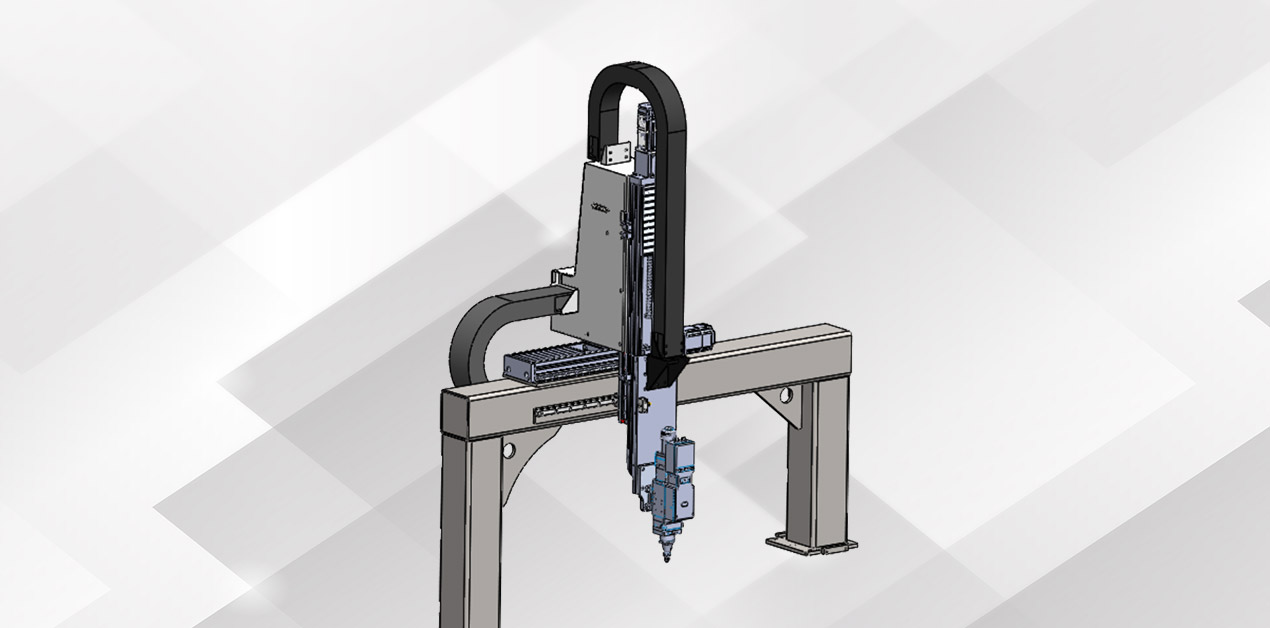
X-અક્ષ ઉપકરણનો ક્રોસબીમ ગેન્ટ્રી માળખું અપનાવે છે, જે ચોરસ ટ્યુબ અને સ્ટીલ પ્લેટના સંયોજન દ્વારા વેલ્ડ કરવામાં આવે છે. ગેન્ટ્રી ઘટક બેડ પર નિશ્ચિત છે, અને X-અક્ષને સર્વો મોટર દ્વારા ચલાવવામાં આવે છે જે રેક અને પિનિયનને X દિશામાં સ્લાઇડ પ્લેટની પારસ્પરિક ગતિને સમજવા માટે ચલાવે છે. ચળવળની પ્રક્રિયામાં, મર્યાદા સ્વીચ સિસ્ટમ કામગીરીની સલામતી સુનિશ્ચિત કરવા માટે સ્થિતિને મર્યાદિત કરવા માટે સ્ટ્રોકને નિયંત્રિત કરે છે. તે જ સમયે, X/Z અક્ષ પાસે આંતરિક માળખાને સુરક્ષિત કરવા અને વધુ સારી સુરક્ષા અને ધૂળ દૂર કરવાની અસરો પ્રાપ્ત કરવા માટે તેનું પોતાનું અંગ કવર છે. Z-અક્ષ ઉપકરણ મુખ્યત્વે લેસર હેડની ઉપર અને નીચે ગતિને અનુભવે છે. Z-અક્ષનો ઉપયોગ તેની પોતાની ઇન્ટરપોલેશન હિલચાલ કરવા માટે CNC અક્ષ તરીકે થઈ શકે છે, અને તે જ સમયે, તેને X અને Y અક્ષો સાથે જોડી શકાય છે, અને વિવિધ પરિસ્થિતિઓની જરૂરિયાતોને પૂર્ણ કરવા માટે ફોલો-અપ નિયંત્રણ પર પણ સ્વિચ કરી શકાય છે.